Untuk memasang pendawaian dari paip polietilena (PE), kemahiran tertentu diperlukan dalam pengelasan dan hubungannya dengan kelengkapan. Untuk kerja ini, peralatan yang digunakan untuk pemasangan saluran paip polipropilena juga sesuai.
Kimpalan paip polietilena dilakukan oleh alat khas dan memerlukan pengetahuan tertentu, yang akan kita bicarakan dalam artikel ini. Kami akan mempertimbangkan secara terperinci mengenai ciri-ciri penyediaan peralatan untuk proses pengelasan, kami akan memberikan cadangan untuk pelaksanaan pengelasan berkualiti tinggi. Kami juga mempertimbangkan pelbagai pilihan untuk mengimpal paip yang diperbuat daripada polietilena.
Penyediaan peralatan untuk kimpalan
Untuk setiap jenis kimpalan, peralatan yang berbeza digunakan. Tidak masuk akal untuk membelinya untuk perhimpunan komunikasi satu kali dengan kaedah pantat dan dikimpal elektrik, kerana kos kitnya adalah beberapa ribu dolar. Lebih baik menggunakan perkhidmatan syarikat pihak ketiga atau menyewa peralatan.
Peralatan kimpalan terpakai
Peralatan untuk kos pematerian dalam lingkungan 100-200 dolar, sehingga setiap orang memutuskan pembelian mesin kimpalan secara bebas.
Set peranti standard untuk pengelasan pantat paip polietilena termasuk:
- Pemusat. Ini adalah tempat tidur dengan 4 pengapit logam untuk paip, dua daripadanya boleh bergerak, dan dua dipasang dengan ketat ke pangkal.
- Memangkas. Ia adalah alat cakera yang berasingan untuk pemotongan mekanikal tepat pada hujung paip yang dikimpal. Peranti dipasang pada panduan mesin kimpalan.
- Cermin pemanasan. Ia adalah plat bulat yang dilapisi Teflon, yang mana sambungan paip ditekan untuk mencairkan PE. Mempunyai termometer terbina dalam.
- Pemacu hidraulik atau mekanikal. Peranti untuk mengatur daya mampatan paip ketika dipanaskan dan kemudian disambungkan.
- Pelapik pengurangan. Ini adalah satu set cincin separuh yang boleh ditukar untuk memasang paip dengan pelbagai diameter.
- Blok kawalan. Termasuk dalam kit peralatan dengan automasi proses kimpalan.
Sebenarnya, satu set peralatan adalah peranti bebas yang melakukan fungsi tertentu pada pelbagai peringkat proses kimpalan. Mereka boleh direka untuk pengelasan manual semata-mata, atau untuk menghubungkan paip dalam mod automatik sepenuhnya.
Untuk pemasangan sambungan elektrofusi, digunakan mesin kimpalan yang sesuai dengan pengimbas kod bar terbina dalam. Tidak memerlukan peranti tambahan untuk proses ini.

Kimpalan pantat adalah kelebihan untuk paip dengan diameter lebih dari 50 mm, oleh itu, peralatan untuknya mempunyai ukuran yang cukup besar
Untuk pengelasan soket, anda perlu membeli kit seperti itu:
- mesin kimpalan elektrik;
- gunting paip;
- berdiri;
- calibrator dan chamfer;
- muncung untuk memanaskan elemen yang disambungkan.
Sebagai tambahan kepada peralatan yang ditentukan, untuk pemasangan paip, alat perniagaan umum juga mungkin diperlukan: sepana yang boleh disesuaikan, ukuran pita, penanda dan lain-lain.
Galeri Imej
Foto dari
Sebahagian besar bahagian luar rangkaian komunikasi, diletakkan dengan cara terbuka dan di parit, dipasang dari paip polietilena
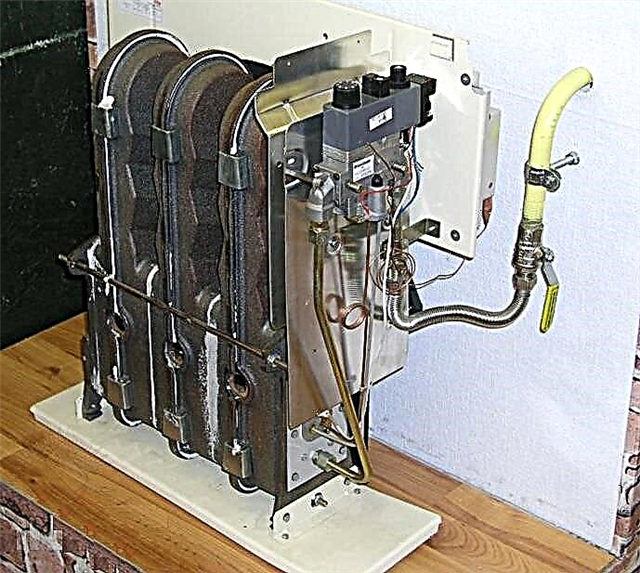
Peralatan untuk mengimpal paip PE direka untuk berfungsi di ladang. Namun, ia juga dapat digunakan di bengkel untuk mengimpal paip berdiameter kecil dan sederhana.
Kimpalan paip berdiameter besar yang digunakan dalam pembinaan saluran utama air, elektrik, gas, kumbahan dilakukan secara langsung di kemudahan tersebut. Penyelesaian ini lebih mudah dilaksanakan dan lebih murah.
Paip polietilena disambungkan dalam tiga cara: elektrofusi, soket dan kimpalan pantat. Pilihan elektrofusi melibatkan penggunaan gandingan, yang setelah bekerja tetap di bahagian yang dikimpal
Teknologi berbentuk loceng melibatkan merendam satu bahagian paip ke elemen penghubung atau di segmen paip yang berdekatan
Kaedah pengelasan yang paling biasa dilakukan oleh teknologi pantat. Dalam kes ini, tidak diperlukan penyambung tambahan dan penggunaan kuasa terendah
Semua kaedah mengimpal paip polietilena dapat dilakukan pada musim sejuk, dengan mengambil kira sekatan suhu yang ditentukan oleh pengeluar peralatan. Dianjurkan untuk membina awning di zon sambungan dalam keadaan cuaca buruk untuk bekerja
Tanpa mengira teknologi, semua kaedah mengimpal paip polietilena menentukan peleburan bahagian yang bersambung dan peleburannya yang menyebar pada tahap molekul. Hasilnya adalah sistem tertutup sepenuhnya
Pemasangan saluran paip dari paip polietilena
Menggunakan peralatan di bengkel
Mesin kimpalan paip berdiameter besar
Kimpalan elektrofusi di kemudahan tersebut
Kaedah kimpalan soket
Teknologi yang paling popular adalah pantat
Peluang bekerja di musim sejuk
Pemasangan komunikasi yang ketat
Persiapan untuk proses pengelasan
Faktor penting dalam pengelasan saluran paip berkualiti tinggi dari HDPE adalah penyediaan awal mereka. Manipulasi yang diperlukan untuk membentuk pengelasan yang baik akan ditunjukkan dalam bentuk arahan.
Segera sebelum memanaskan bahagian yang dipateri, anda memerlukan:
- Pastikan bahan dan tanda bahagian yang dipateri sama.
- Untuk membersihkan dan menguras sendi produk yang bersambung.
- Pusatkan paip dan pasangkannya dengan kuat.
- Potong kepingan sehingga pita berterusan terbentuk dalam dua lilitan paip.
Bagaimanapun, perlu membersihkan tepi bahagian yang bersambung dari cip.

Perapi elektrik mempercepat proses pemasangan, terutamanya untuk jumlah kerja yang besar, tetapi harganya terlalu tinggi untuk satu pekerjaan
Setelah menyediakan paip dan kelengkapan polietilena untuk pengelasan dengan teliti, anda dapat memastikan bahawa jahitan berkualiti tinggi dijamin separuh.
Kaedah kimpalan untuk paip PE
Polietilena tekanan rendah industri (HDPE) adalah bahan termoplastik yang sifatnya tidak berubah semasa kitaran pemanasan-penyejukan. Oleh itu, ia sangat sesuai untuk pemasangan saluran paip domestik dan industri.
Sambungan paip dan kelengkapan PND individu antara satu sama lain berlaku menggunakan sambungan berulir yang boleh dilepas atau kaedah kimpalan berikut:
- berbentuk loceng;
- elektrofusi;
- pantat.
Paip dengan ketebalan dinding hingga 4.5 mm (diameter hingga 50-110 mm) disolder dengan dua kaedah pertama, dan untuk paip berdinding tebal, digunakan kaedah pengelasan pantat tanpa pemasangan.

HDPE sensitif terhadap suhu tinggi, oleh itu ia hanya digunakan untuk bekalan air dengan suhu operasi hingga + 40 ° C atau kenaikan jangka pendek hingga + 60 ° C
Pilihan # 1 - mod pengelasan pantat
Semasa pengelasan pantat, penting untuk mengawal parameter kritikal: suhu alat dan plastik, daya penjepit dan tempoh operasi. Sekiranya tidak ada sensor nilai-nilai ini, tidak mungkin dapat memperoleh jahitan berkualiti tinggi.
Adalah lebih baik untuk mempertimbangkan arahan langkah demi langkah untuk pengelasan pantat paip polietilena dengan contoh peralatan separa automatik dengan pemacu hidraulik.
Kimpalan pantat dilakukan sekiranya ketebalan dinding paip polietilena tidak melebihi 5 mm dan diameternya tidak melebihi 50 cm. Teknologi ini merangkumi beberapa langkah standard:
Galeri Imej
Foto dari
Langkah 1: Memasang dan menyelaraskan paip di pengapit
Langkah: Menetapkan parameter pengelasan
Langkah 3: Mencairkan hujung yang bergabung dan bahagian paip yang berdekatan
Langkah 4: Sejukkan paip dan periksa kebocoran
Langkah # 1 - memanaskan sendi
Setelah memproses hujung paip, cermin kimpalan dipanaskan hingga suhu 200-230 darjah dan diletakkan di tengah pemusat. Kemudian, dengan bantuan pemacu hidraulik, tepi paip HDPE ditekan dengan kuat ke atasnya dengan kekuatan 4-6 kg / cm2.
Setelah mendekati ukuran duri ke nilai minimum yang dibenarkan, daya dikurangkan menjadi 0,2-0,5 kg / cm2 dan plastik terus dipanaskan sepanjang waktu standard. Kimpalan dibenarkan pada suhu dari 15 fros hingga 45 panas, tetapi dalam keadaan sejuk, waktu pemanasan dapat ditingkatkan.

Tekanan pengapit dikendalikan oleh tolok tekanan yang terintegrasi dalam mekanisme hidraulik. Sekiranya tidak ada, daya yang diperlukan ditentukan secara visual mengikut jenis burr yang terbentuk
Langkah # 2 - sambungan paip
Selepas pemanasan dan pencairan PND yang diperlukan pada sendi, paip dibesarkan secara hidraulik, cermin dikeluarkan dan permukaan yang dikimpal ditekan satu sama lain dengan kekuatan 1-3 kg / cm2. Ukuran duri dikawal secara visual, oleh itu, tekanan juga dapat berbeza.

Kekuatan yang berlebihan semasa peleburan hujung paip membahayakan kekurangannya. Ini membawa kepada pembentukan roller dalam yang besar, yang akan membuat aliran pusaran dan mengurangkan tekanan air.
Langkah # 3 - penyejukan dan pemeriksaan
Paip terus ditekan satu sama lain sehingga sambungannya disejukkan sepenuhnya. Setelah melepaskan daya dari pemacu hidraulik, paip dikeluarkan dari pengapit pemusat, dan keadaan kimpalan dan burr dinilai. Sekiranya parameternya normal, maka paip siap beroperasi.
Pilihan # 2 - kimpalan soket paip HDPE
Selepas pemangkasan awal dan penyediaan paip dan bahagian HDPE, anda boleh memulakan kimpalan soketnya. Prosesnya akan dianggap sebagai arahan langkah demi langkah.
Langkah # 1: menyediakan besi pematerian
Suhu optimum untuk mengimpal paip polietilena berkisar antara 210 ° C, jadi hanya besi pematerian dengan pemanasan laras yang sesuai. Sebelum menyambung ke rangkaian, perlu menyalurkan muncung dua sisi khas (lengan dan mandrel) pada seterika dan meletakkan besi pematerian pada dudukan berbentuk silang.

Semakin besar kekuatan besi pematerian, semakin banyak bilangan paip PND yang dapat disambungkan per unit masa. Alat 800 watt akan mencukupi untuk kerja rumah
Apabila suhu yang ditetapkan dicapai, lampu isyarat (biasanya hijau) akan menyala di atasnya.
Langkah # 2: memanaskan bahagian
Lebih selamat memakai sarung tangan ketika bekerja dengan paip panas. Untuk memanaskan bahagian, perlu menarik serentak satu bahagian yang terhubung ke mandrel, dan kemudian memasukkan yang kedua ke dalam sarung logam.

Sambungkan dan cabut bahagian PND dengan besi pematerian secara langsung tanpa pergerakan putaran. Peraturan serupa berlaku semasa menyambungkan produk yang dipanaskan.
Untuk mengekalkan kedalaman sambungan, anda boleh memasang penanda pada paip dengan penanda, dan kemudian menavigasinya semasa memasang barang yang dipanaskan.

Data yang diberikan dalam jadual adalah anggaran, dan anda hanya boleh bergantung pada maklumat yang dinyatakan dalam arahan untuk mesin kimpalan
Di atas adalah meja dengan jangka waktu untuk pemanasan, sambungan dan penyejukan paip, serta kedalaman penyisipan ke soket. Pada suhu minus, masa pemanasan bahan dapat ditingkatkan sebanyak 1-2 saat.
Langkah # 4: menghubungkan bahagian
Selepas pemanasan, produk mesti diputuskan secara serentak dari muncung dan dengan pergerakan langsung yang kuat masukkan paip ke soket ke garisan yang ditandai. Tidak mungkin memutar bahagian-bahagian yang saling berkaitan. 5-10 saat selepas bergabung, pergerakan apa pun boleh menyebabkan penurunan kekuatan sendi yang tajam.

Semasa menyambungkan bahagian yang dipanaskan, paksi mereka harus diletakkan selari mungkin, kerana setelah 20-25 saat, mustahil untuk membetulkan kelengkungan
Setelah menyejukkan, disarankan untuk memeriksa jahitan dalaman yang terbentuk untuk kehadiran kendur yang menyekat lumen paip. Sekiranya disempitkan, lebih baik menyambung semula sambungan untuk mengelakkan penurunan tekanan dalam sistem.
Pilihan # 3 - kimpalan elektrofusi polietilena
Mengimpal paip polietilena menggunakan gandingan elektrofusi adalah kaedah termudah dan terpantas. Kelengkapan plastik mempunyai spiral logam terbina dalam, yang secara bebas memanaskan permukaan yang bersambung dan mencairkan PE.
Dengan kaedah ini, anda juga perlu mengeluarkan wang untuk gandingan elektrik, yang harganya bermula dengan 3-4 dolar per keping. Oleh itu, pengelasan seperti itu hanya digunakan di tempat-tempat di mana kaedah pantat dan soket tidak tersedia. Kelebihan kaedah elektrofusi adalah keupayaan untuk menyambungkan paip dengan ketebalan 4.5 mm atau kurang.
Tahap utama kimpalan:
- Pembersihan dan pemesinan kelengkapan dan hujung paip.
- Memusatkan dan memasukkan paip ke dalam gandingan elektrofusi.
- Menyambungkan pemasangan ke kenalan elektrik mesin kimpalan khas, memanaskan sambungan.
Peringkat terakhir adalah pemadaman elektrik dan paip penyejuk.

Sambungan pantat elektrofusi lebih tahan lama daripada paip itu sendiri. Dalam ujian tegangan, paip itu sendiri pecah, dan bukan jahitan kimpalan
Terdapat kod bar pada gandingan elektrik dengan parameter yang dikodkan untuk masa pemanasan, kekuatan dan voltan semasa. Ia dibaca oleh pengimbas mesin kimpalan, yang kemudian menjalankan proses pematerian dalam mod automatik. Produk dikimpal dengan ketat dan selamat di kawasan yang luas.
Kimpalan Punggung yang betul
Pelaksanaan semua arahan pengelasan yang betul dapat dinilai dengan penampilan akhir sebatian polietilena. Sekiranya pembentukan jahitan yang salah dan risiko kebocoran yang tinggi semasa operasi selanjutnya, lebih baik memotong sambungan di sekitar tepi dan mengimpal yang baru.
Dalam jahitan yang dilaksanakan dengan betul, ukuran roller burr harus sesuai dengan nilai standard.

Parameter peraturan dikira berdasarkan ujian makmal. Perhatian mereka menjamin kebolehpercayaan tinggi sambungan dan jangka hayat saluran paip yang panjang
Terdapat syarat tambahan untuk parameter penggelek:
- Simetri dan keseragaman di sekitar lilitan sendi.
- Perpindahan dinding paip di satah radial tidak boleh melebihi 10% ketebalannya.
- Warna penggelek harus sama dengan warna paip.
- Lubang di antara parutan tidak boleh lebih dalam daripada permukaan permukaan paip.
Dan tentu saja, kehadiran retakan dan pori dihapuskan sepenuhnya.

1. Kimpalan biasa. Penggelek jahitan kanan mempunyai ukuran dan bentuk bulat yang tidak melebihi standard yang telah ditetapkan. 2. Jahitan dengan duri kecil. Duri kecil menunjukkan masa pemanasan yang tidak mencukupi atau pemampatan paip yang lemah semasa gangguan

3. Penggelek dengan dimensi besar. Kimpalan yang diperbesar mungkin disebabkan oleh suhu peralatan pemanasan yang berlebihan atau kerosakannya. 4. Pemindahan jejari penggelek. Perpindahan radial paip dengan ketara mengurangkan kekuatan sambungan dan boleh menyebabkan pecahnya sudah pada tahap meletakkan.
Penyebab asimetri penggelek di sekeliling lilitan mungkin adalah pra-penggilingan yang buruk atau lokasi miter pada sudut ke paip.
Arahan Pemasangan Paip Polietilena
Untuk menyambungkan paip polietilena dengan elemen bekalan air, sambungan berikut boleh digunakan:
- sehelai;
- terlepas.
Sambungan satu bahagian diperoleh dengan memateri paip antara satu sama lain atau dengan kelengkapan dikimpal khas. Kaedah ini murah, tetapi reka bentuk yang dihasilkan sering membebankan. Penggunaan sambungan tetap dibenarkan semasa memasang sistem bekalan air pegun bawah tanah.
Untuk memasang sistem sementara dari paip polietilena, serta jika tidak ada peralatan kimpalan, kelengkapan mampatan berulir boleh digunakan, pemasangannya akan dibincangkan kemudian.
Sambungan paip ke pemasangan mampatan
Kelengkapan mampatan lebih mahal daripada model yang dikimpal, tetapi boleh dilipat dan mudah dikendalikan. Cadangan untuk pemasangannya dibincangkan dalam arahan langkah demi langkah berikut.
Langkah Pertama - Pemeriksaan dan Pemangkasan Luaran
Pemasangan sistem dari paip polietilena dan pemasangan pemampatan plastik dimulakan dengan pemeriksaan mereka untuk retakan dan calar yang mendalam. Bahagian paip yang rosak mesti segera dipotong.
Anda boleh memotong paip plastik dengan pisau dan pemotong paip khas. Hasilnya mestilah potongan tegak lurus tanpa cangkuk dan gelombang. Untuk menghilangkan tepi yang tidak rata, anda boleh membeli perapi manual.

Terdapat banyak jenis pemotong paip, tetapi semuanya mempunyai pangkalan yang lebar, yang memastikan kedudukan paip tegak lurus berbanding dengan elemen pemotong
Langkah Kedua - Meletakkan Kelengkapan pada Paip
Pertama, kacang penjepit diletakkan pada selang, kemudian collet, kemudian cincin pengapit, dan pada akhirnya gasket getah ditarik.

Set pemasangan yang lengkap mungkin berbeza, jadi penting untuk mengingat urutan unsurnya ketika tidak berpusing, agar dapat memakainya dengan betul semasa pemasangan
Hujung paip dimasukkan hingga ke badan pemasangan, dan elemen yang dipakai pada hos ditolak ke benang. Selepas itu, kacang penjepit berpusing dengan tangan. Sekiranya anda mempunyai kunci rantai, anda boleh memperketat sambungannya.
Tidak perlu tergesa-gesa untuk mengetatkan mur penjepit - ia boleh miring. Dengan kaedah yang ketat, lebih baik melepaskan sambungan sekali lagi dan mengulangi proses pemasangan.
Setelah dipasang, perlu diperiksa sesak sambungannya. Sekiranya berlaku kebocoran, anda boleh memutar mur dengan mudah dengan menyesuaikan elemen struktur.
Masukkan pelana ke dalam paip
Sekiranya anda perlu membuat cabang dari paip polietilena, tidak perlu membeli tee. Cukup untuk menggerudi lubang di dalamnya dan meletakkan pelana. Cara melakukannya akan dibincangkan dalam arahan langkah demi langkah.
Langkah Pertama - Persiapan
Pada mulanya, anda perlu memeriksa produk yang berkaitan untuk calar dan retak dan lap permukaannya dengan kain lembap.
Langkah Kedua - Pemasangan Pengapit
Letakkan kedua-dua bahagian pengapit pada paip, ketatkan murnya dengan sepana. Tujuan prosedur adalah untuk memasang pelana dengan tegas.

Terdapat pelana yang boleh dipasang di bawah bekalan air yang mengalir. Mereka mempunyai mekanisme bawaan yang menggerudi lubang tanpa menekan struktur.
Langkah Ketiga - Penggerudian
Tandakan titik di tengah lubang pelana, dan buat penanda jalur di tepi pas untuk mengingat kedudukannya. Buka penutup pelana dan lepaskan bahagiannya. Bor paip polietilena di tempat yang dimaksudkan menggunakan gerudi dengan diameter yang diperlukan.

Terdapat latihan di cangkang yang membolehkan anda membuat lubang di paip dan lubang tanpa risiko kerosakan pada dinding sekitarnya.
Langkah Keempat - Memasang Pelana
Bersihkan bahagian dalam paip PE dari kerepek dan lepaskan cangkuk dari tepi lubang yang digerudi. Mengikut tanda yang dilukis sebelumnya, pasangkan bahagian pelekap ke paip dan ketatkan mur pemasangan dengan ketat.

Jururawat sederhana mungkin tidak dilengkapi dengan mekanisme penjepit untuk menyambungkan paip. Dalam kes ini, disarankan untuk membungkus benang pemasangan atau paip yang dilekatkan dengan pita.
Semasa memasang paip atau memasang perawat, anda boleh membungkus beberapa lapisan pita wasap.
Bahagian pelana dengan alur keluar mungkin mempunyai alur untuk cincin pengikat getah di bahagian paip. Oleh itu, jika ada gasket, ia mesti diletakkan di antara paip dan pemasangannya.
Sekiranya anda perlu membengkokkan paip di bahagian saluran paip tertentu, kami mengesyorkan agar anda melakukan ini mengikut arahan yang diberikan di sini.
Video yang dicadangkan akan menunjukkan dengan jelas semua jenis pengelasan paip HDPE, serta mengetahui proses pemasangan pemasangan dan pelana mampatan.
Kimpalan soket paip polietilena:
Proses pengelasan elektrofusi:
Pengelasan paip PND dengan alat separa automatik dengan pemacu hidraulik:
Pemasangan pada paip pemasangan mampatan:
Memasang pelana pada paip HDPE:
Pemasangan paip air polietilena secara bebas memerlukan beberapa pengetahuan dan kemahiran, tetapi cukup sesuai dengan peraturan di atas. Sekiranya tidak ada peralatan khas, adalah mungkin untuk memasang sistem bekalan air tanpa alat sama sekali, hanya menggunakan kelengkapan mampatan.
Terdapat banyak pilihan pemasangan, tetapi anda perlu menggunakan pilihan yang akan memberikan hasil dengan kos kewangan minimum.
Tentukan kaedah terbaik untuk mengimpal polietilena dan ingin menjelaskan beberapa perkara? Jangan ragu untuk mengemukakan soalan anda kepada pakar kami - kami akan berusaha membantu anda.
Atau mungkin anda ingin berkongsi pengalaman peribadi memasang polietilena di rumah? Tulis komen anda, tambahkan gambar unik - maklumat anda akan berguna bagi banyak pemula.